Blog
Control de Calidad en la Industria de Alimentos
Tecnal,Controldecalidad,Industriadealimentos,Calidadenlaindustria
En la industria de alimentos, el control de calidad va mucho más allá de ser un requisito regulatorio; también influye en la confianza del consumidor, la integridad de la marca y la seguridad de los productos que llegan a la mesa de la población.
Uno de los principales objetivos del control de calidad es garantizar que los alimentos estén libres de contaminantes físicos, químicos y biológicos, como microorganismos patógenos, residuos o metales pesados. Para que un producto alcance la seguridad alimentaria, se requieren rigurosos procesos de control en cada etapa: desde la materia prima hasta el producto final.
La industria de alimentos debe cumplir con diversas leyes y normas regulatorias, como las normas internacionales como la ISO 22000. Los consumidores están cada vez más informados y buscan productos seguros, estandarizados y de calidad garantizada. Las empresas que invierten en control de calidad demuestran un compromiso con la salud pública y la excelencia de sus productos.
Buenas prácticas y reglamentos de laboratorio para la industria de alimentos
El cumplimiento de las normas y las buenas prácticas de laboratorio garantiza que los análisis sean confiables, trazables y alineados con los estándares requeridos por las agencias reguladoras.
La norma ISO 17025 define los requisitos de competencia técnica para los laboratorios de ensayo y calibración. Garantiza la validez técnica de las mediciones y el funcionamiento uniforme e imparcial del laboratorio.
Las BPL (Buenas Prácticas de Laboratorio) establecen procedimientos que garantizan la higiene, el control y la estandarización de los procesos. En los laboratorios, esto abarca desde el uso correcto de reactivos y equipos hasta la prevención de errores analíticos. En la práctica, seguir las BPL es esencial para mantener la integridad de los resultados y, en consecuencia, la seguridad de los alimentos producidos.
La necesidad de análisis de laboratorio confiables
Para garantizar la seguridad, el cumplimiento y la calidad, es fundamental contar con equipos de laboratorio confiables y una infraestructura adecuada que permitan detectar cualquier desviación o no conformidad en el proceso productivo.
Tecnal dispone de soluciones que ayudan a la industria de alimentos en todas las etapas del control de calidad, desde la preparación de la muestra hasta el producto final.
Recolección y preparación de muestras: la base para obtener resultados confiables
Antes de cualquier análisis, es fundamental garantizar que la muestra represente con precisión el lote del producto. La recolección debe seguir protocolos estandarizados, con la identificación y el embalaje correctos para evitar la contaminación o la degradación.
Equipos como las incubadoras TE-382/1 o TE-371, cuando se requieren condiciones específicas de temperatura, preservan la integridad de la muestra hasta el momento del análisis.

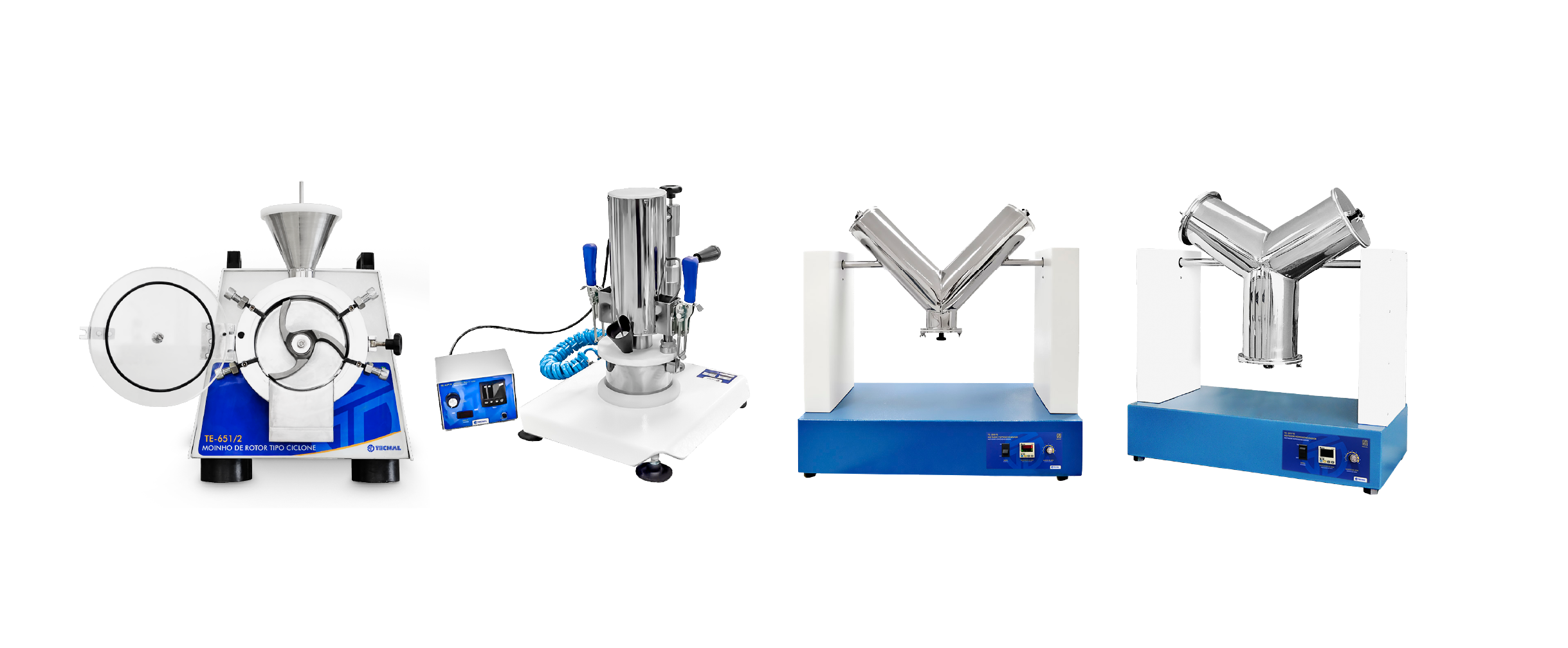
Durante la etapa de preparación, los molinos son útiles para moler muestras sólidas, como el R-TE-651/2 (rotor ciclónico) y el TE-631/4 (con cámara refrigerada), que garantizan una molienda homogénea sin calentar la muestra, conservando así sus propiedades originales.
Los homogeneizadores en "V" o "Y", como el TE-200 y el TE-201, permiten uniformidad en polvos y gránulos, mientras que los agitadores mecánicos atienden muestras líquidas de alta o baja viscosidad.
Una preparación mal hecha puede comprometer todo el análisis, por eso este paso es tan estratégico como los análisis mismos.
Análisis fisicoquímicos esenciales
Entre los análisis más comunes en el control de calidad se encuentran:
- Humedad: determinada en estufas con renovación y circulación de aire (TE-394-MP) o mediante analizadores rápidos.
- Ceniza: evaluada en hornos mufla, esencial para determinar el contenido mineral.
- Actividad de agua (aw): se realiza con analizadores de actividad de agua, esencial para predecir la estabilidad microbiológica.
- Color: cuantificado con colorímetros, para estandarización visual.
- Proteína (Método Kjeldahl): se realiza en bloques de digestión y destiladores de nitrógeno, con la ayuda de galerías de digestión y neutralizadores de gases (Scrubber), esenciales para el control de la formulación.
- Lípidos: la extracción puede realizarse con equipos basados en el método Soxhlet o Goldfish.
- pH: Monitoreado con medidores como el R-TEC-7/3-MP.
- Sólidos solubles (°Brix): medidos en refractómetros de sobremesa o portátiles.
- Minerales: se determinan con espectrofotómetros de absorción atómica o fotómetros de llama.
- Azúcares reductores: se evalúan mediante el método de Fehling, con un determinador de azúcares reductores que tiene un electrodo de platino para indicar el punto final de la titulación.

Tecnologías avanzadas: rapidez y eficiencia en el análisis
Existen herramientas que pueden reducir el tiempo de análisis y ampliar el rango de parámetros evaluados. Este es el caso de los sistemas NIR. (Infra rojo cercano), que utiliza espectroscopia de infrarrojo cercano para obtener resultados en segundos, sin necesidad de una preparación destructiva de la muestra. Esta tecnología se utiliza ampliamente para determinar la humedad, las proteínas, la grasa, la fibra y otros parámetros, y es un aliado clave en el control de la línea de producción.
Otro recurso de alta precisión es la cromatografía (líquida o de gases), utilizada para separar, identificar y cuantificar compuestos como contaminantes químicos, residuos de pesticidas, aditivos y otros parámetros. La presencia de cromatógrafos en los laboratorios aumenta la capacidad de una empresa para cumplir con los estándares y proporciona agilidad en el entorno de laboratorio.
Los texturómetros nos permiten cuantificar las propiedades mecánicas de los alimentos, como la dureza, la elasticidad y la textura crujiente, parámetros sensoriales cruciales para la aceptación del consumidor. Estos datos son esenciales para ajustar formulaciones y procesos, garantizando así la consistencia sensorial en cada lote.
Conclusión
El control de calidad garantiza el cumplimiento de las normas nacionales e internacionales y, sobre todo, preserva la seguridad y la confianza del consumidor. Para que este proceso sea eficaz es esencial contar con análisis de laboratorio precisos, rápidos y trazables, lo cual es posible con equipos confiables y tecnología adecuada.
Si usted quiere conocer más sobre las soluciones que Tecnal puede ofrecer para su laboratorio, descarga nuestro ebook sobre Equipos de Análisis Bromatológico.