Blog
O Controle de Qualidade na Indústria de Alimentos
Tecnal,Controledequalidade,Indústriadealimentos,Qualidadenaindústria
Na indústria de alimentos, o controle de qualidade vai muito além de ser uma exigência regulatória, ele também influencia na confiança do consumidor, na integridade da marca e a segurança dos produtos que chegam à mesa da população.
Um dos principais objetivos do controle de qualidade é garantir que os alimentos estejam livres de contaminantes físicos, químicos e biológicos, como microrganismos patogênicos, resíduos ou metais pesados. Para um produto obter segurança alimentar é necessário processos rigorosos de controle em todas as etapas: desde a matéria-prima até o produto final.
A atuação da indústria de alimentos deve estar em conformidade com uma série de legislações e normas regulatórias, como as exigências da ANVISA, MAPA, e padrões internacionais como a ISO 22000. Os consumidores estão cada vez mais informados e buscam por produtos seguros, padronizados e com qualidade assegurada. Empresas que investem em controle de qualidade demonstram compromisso com a saúde pública e a excelência do seu produto.
Boas práticas laboratoriais e normativas da indústria de alimentos
Cumprir com as normas e boas práticas laboratoriais garante que as análises sejam confiáveis, rastreáveis e alinhadas aos padrões exigidos por órgãos reguladores.
A ISO 17025 é a norma que define os requisitos de competência técnicas para laboratórios de ensaio e calibração. Ela assegura que as medições sejam tecnicamente válidas e que o laboratório opere de forma consistente e imparcial.
As BPL (Boas Práticas de Laboratório) estabelecem procedimentos que garantem higiene, controle e padronização de processos. Em laboratórios, isso inclui desde o uso correto de reagentes e equipamentos até a prevenção de erros analíticos. Na prática, seguir as BPL é fundamental para manter a integridade dos resultados e, consequentemente, a segurança do alimento produzido.
No Brasil, o controle sanitário de alimentos é compartilhado entre o Ministério da Agricultura, Pecuária e Abastecimento (MAPA) e a Agência Nacional de Vigilância Sanitária (ANVISA), atuando em conjunto com órgãos estaduais e municipais. Essas instituições regulamentam todas as etapas, incluindo rotulagem, composição nutricional, limites de contaminantes e métodos de análise. Para empresas que exportam, também é necessário está de acordo com normas internacionais e regulamentos de países importadores.
A necessidade de análises laboratoriais confiáveis
E para garantir segurança, conformidade e qualidade, é indispensável contar com equipamentos laboratoriais confiáveis e infraestrutura adequada, que permitam detectar qualquer desvio ou inconformidade no processo produtivo.
A Tecnal possui soluções que auxiliam a indústria de alimentos em todas as etapas do controle de qualidade, desde o preparo de amostra até o produto final.
Coleta e preparo de amostras: A base de resultados confiáveis
Antes de qualquer análise, é essencial garantir que a amostra represente fielmente o lote do produto. A coleta deve seguir protocolos padronizados, com identificação e acondicionamento corretos, evitando contaminação ou degradação.
Equipamentos como incubadoras TE-382/1 ou TE-371, quando necessárias condições específicas de temperatura, preservam a integridade da amostra até o momento da análise.

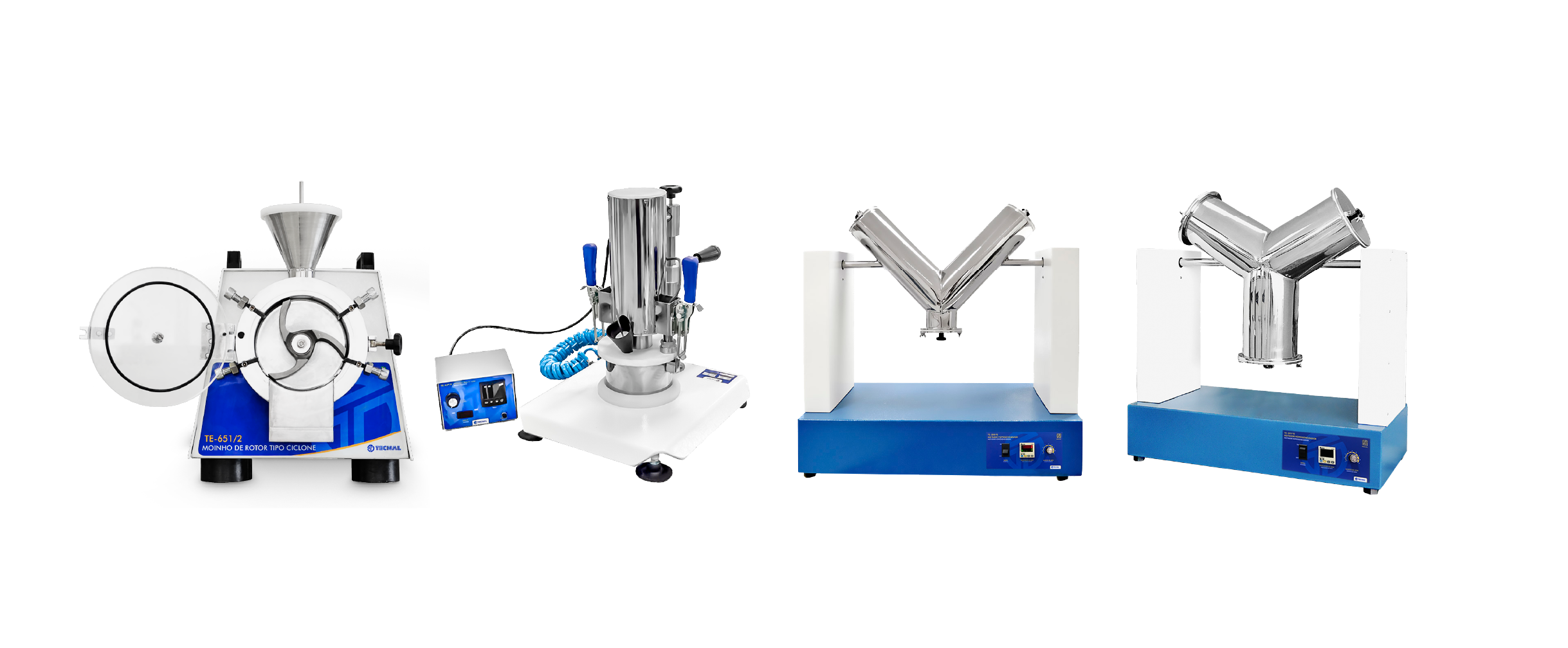
Na etapa de preparo, moinhos são aliados na etapa de moagem de amostras sólidas, como o R-TE-651/2 (rotor tipo ciclone) e TE-631/4 (com câmara refrigerada), que garante moagem homogênea sem aquecer a amostra, preservando suas propriedades originais. Homogeneizadores em “V” ou “Y”, como o TE-200 e o TE-201, permitem uniformizar pós e grânulos, enquanto agitadores mecânicos, atendem amostras líquidas de alta ou baixa viscosidade.
Um preparo mal executado pode comprometer toda a análise, por isso, essa etapa é tão estratégica quanto as análise.
Análises físico-químicas essenciais
Entre as análises mais comuns no controle de qualidade, estão:
- Umidade: Determinada em estufas com renovação e circulação de ar (TE-394-MP) ou por analisadores rápidos como o SHI-MOC-63U.
- Cinzas: Avaliadas em muflas, essenciais para determinar conteúdo mineral.
- Atividade de água (aw): Realizada com analisadores de atividade de água, fundamental para prever estabilidade microbiológica.
- Cor: Quantificada com o colorímetros, para padronização visual.
- Proteína (Método Kjeldahl): Realizadas em blocos digestores e destiladores de nitrogênio, com auxílio de galerias digestoras e neutralizadores de gases (Scrubber), essenciais para controle de formulação.
- Lipídios: Extração pode ser realizada por equipamentos baseados na metodologia de Soxhlet ou Goldfish.
- pH: Monitorado com medidores como o R-TEC-7/2-MP.
- Sólidos solúveis (°Brix): Medidos em refratômetros de bancada ou portáteis.
- Minerais: Determinados com espectrofotômetros de absorção atômica ou fotômetros de chama.
- Açúcares redutores: Avaliado pelo método de Fehling, com determinador de açúcares redutores que possui eletrodo de platina para indicar o ponto final de titulação.

Tecnologias avançadas: Rapidez e eficiência nas análises
Há ferramentas capazes de reduzir o tempo de análise e ampliar a gama de parâmetros avaliados. É o caso dos sistemas NIR (Near Infrared), que utilizam espectroscopia no infravermelho próximo para fornecer resultados em segundos, sem preparo destrutivo da amostra. Essa tecnologia é amplamente usada para determinar umidade, proteína, gordura, fibras e mais, sendo um aliado no controle em linha de produção.
Outro recurso com grande precisão é a cromatografia (líquida ou gasosa), utilizada para separar, identificar e quantificar compostos, como contaminantes químicos, resíduos de pesticidas, aditivos e outros parâmetros. A presença de cromatógrafos nos laboratórios eleva a capacidade da empresa de atender a padrões, além de proporcionar agilidade no ambiente laboratorial.
Já os texturômetros permitem quantificar propriedades mecânicas dos alimentos, como dureza, elasticidade e crocância, parâmetros sensoriais críticos para aceitação do produto pelo consumidor. Esses dados são fundamentais para ajustar formulações e processos, garantindo consistência sensorial em cada lote.
Conclusão
O controle de qualidade garante a conformidade com normas nacionais e internacionais e, acima de tudo, preserva a segurança e a confiança do consumidor. Para que esse processo seja eficaz, é fundamental contar com análises laboratoriais precisas, rápidas e rastreáveis, e isso é possível com equipamentos confiáveis e tecnologia adequada.
Se você quer conhecer mais das soluções que a Tecnal pode oferecer para seu laboratório, baixe o nosso ebook de Equipamentos para Análises Bromatológicas.